| 最小起订 | 1 |
|---|---|
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |

5.基本操作
(1)设备操作人员上岗时必须穿戴好劳保防护用品。
(2)开机前检查相关电路有无异常,确认无误后合上总开关电源。
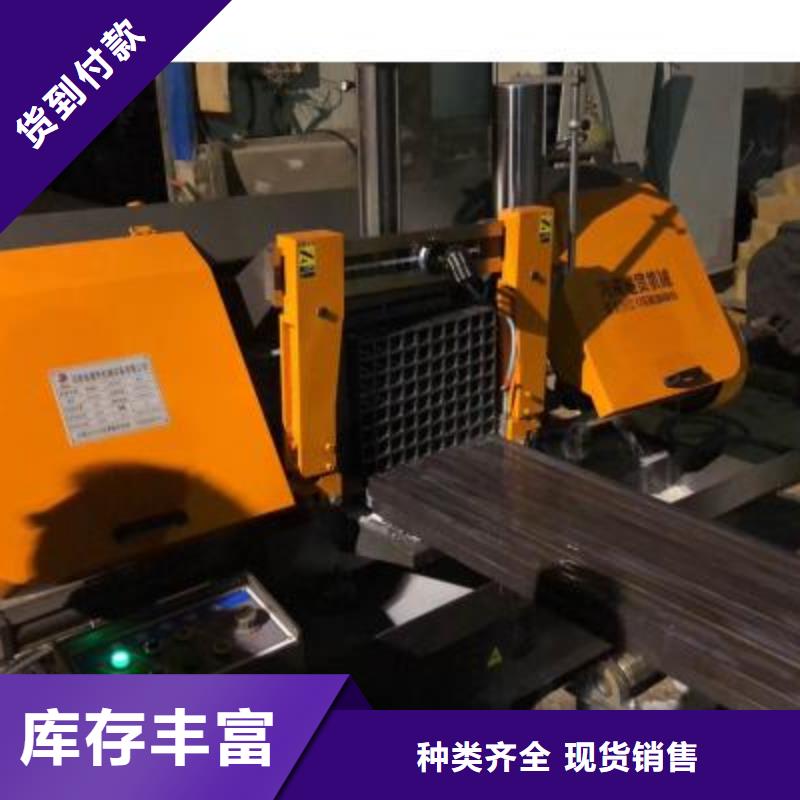
(3)按动启动开关使机器空运行一次,注意观察铣削电机是否按照箭头方向运行(如方向相反可调换配电箱内电机线序)。
(4)将钢筋一端放入钢筋槽内,调节定尺挡板确定铣削长度。按动夹紧按钮,气缸下压夹紧钢筋,检查钢筋是否夹紧/有无松动。
(4)启动机器,设备正转带动铣削电机将钢筋头打磨,打磨完成后碰到终点限位机器退回初始位置,按动停止按钮,铣削电机停止运行。打开夹紧按钮,拿出钢筋端头。
6.设备维护
设备维护之前必须剪切设备总电源。不要使用化学溶解剂清洁设备。顶多使用柴油,但是只能用布擦。设备外部日常清洁(每40个工作时)为了确保设备正常运转设备的内部原件应该首先得到 的清洁,使用工业吸尘器和小型 或者棉布,掉残留物、灰土和所有杂物。另外控制箱也需要仔细的清洁,清洁时不要碰坏电器元件。

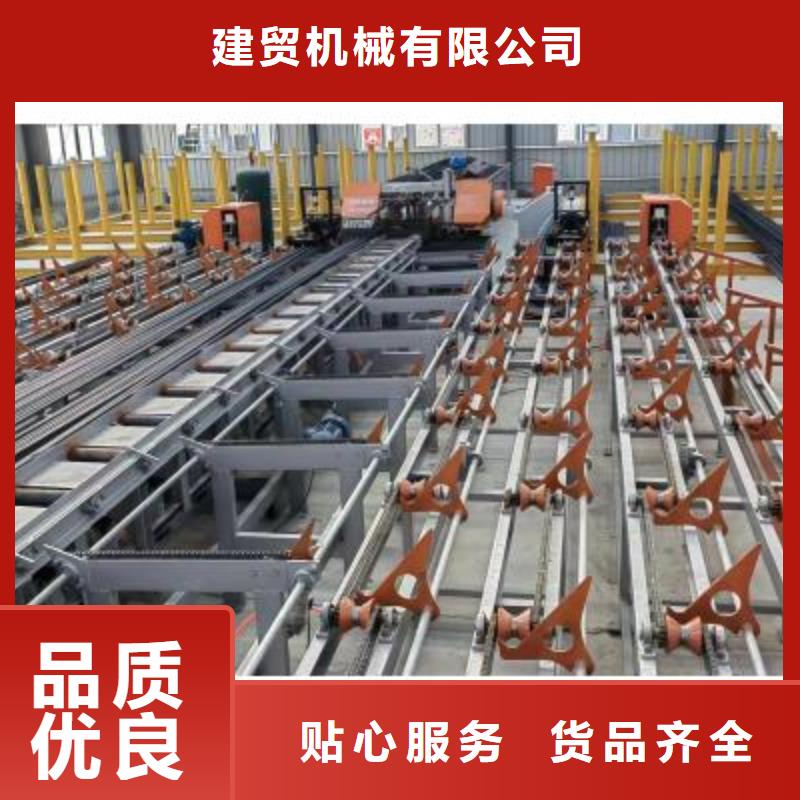
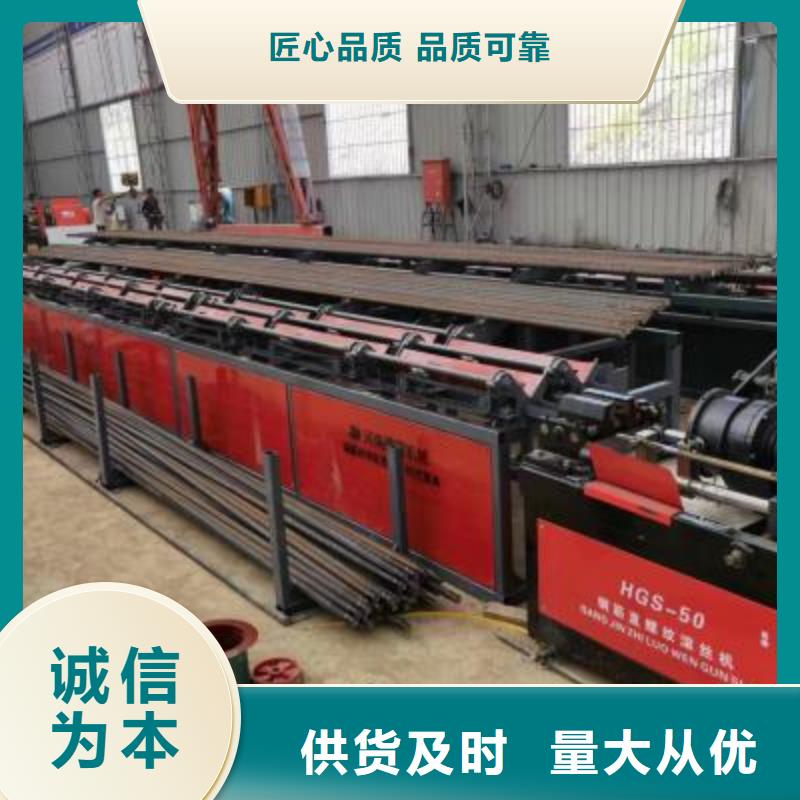
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!
株洲数控钢筋锯切套丝生产线引进德国技术水平,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。

体系的模仿输入输出模块,使锯削进程的监控具有广泛的含义,如:锯床只需添加锯条变形的反应,数控带锯床即可对锯削速度进行自适应调整。添加伺服阀,即可对锯削进程的速度和方位操控进行优化。体系的功能使资料和工件的更便利。体系的中文界面和实时的图形状况显现,使操作更友爱更直观。造成锯床锯切的精度有误差的因素及处理——带锯床厂家来为大家娓娓道来锯床导向臂的导向角夹持的锯条与锯床工作台不笔直 解决方法:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。带锯条松了解决方法涨紧锯条。带锯条有也许磨损解决方法:假如锯条有修正价值能够修补,假如没有的话就替换锯条。锯床下料速度进给太快解决方法:调整调速阀使进给速度慢一点。锯床两导向臂之间间隔太大解决方法:调一下导向臂的间隔,一般比材大6-10厘米。锯床导向角里夹锯床的小轴承也许损坏解决方法:替换小轴承就能够!
带锯条厂家指出双金属带锯条在机械生产中得到广泛得应用,凭借其自身所具有得优越性而发挥出了突出得优势,满足了大众得不同需求,获得了长足得发展。现如今,随着消费者对于双金属带锯条得认识和了解程度不断提高,如何选购有保障得双金属带锯条成为深受广大消费者关注和重视得话题,引起了众多商家、用户得广泛关注。下面就让我们跟随小编得脚步,对其选购得标准和方式进行详细得咨询和了解。
产品特点有哪些我们来看一下。